




Ms. Jenny Wang
何か私にできますか?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
モデル: CT11025
ブランド: シート
形成方法: プラスチック射出型
原産地: 中国
製品資料: プラスチック
製品: 家庭用品
Shaping Mode: Injection Mould
Surface Finish Process: Powder Coating
Mould Cavity: Single Cavity
Plastic Material: PE
Runner: Hot Runner
Installation: Fixed
Certification: ISO
Customized: Customized
Design Software: UG
Standard: HASCO
包装: 木箱
生産高: 500000shots/mold life
輸送方法: Ocean,Air,Land,Express
原産地: 中国
についてのサポート: 10sets/month
認証 : ISO
HSコード: 8480790090
ポート: Ningbo,Shanghai,Shenzhen
お支払い方法の種類: L/C,T/T,D/P,D/A,Paypal
インコタームズ: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU





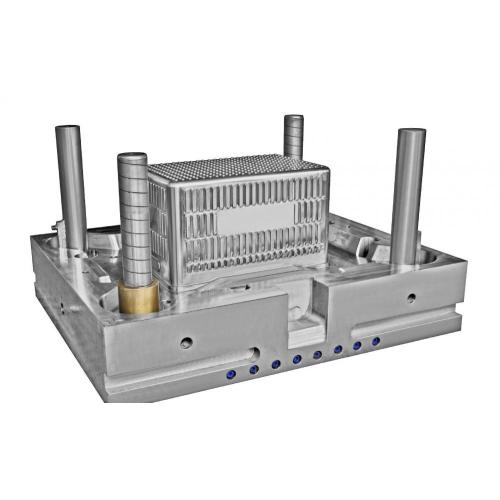
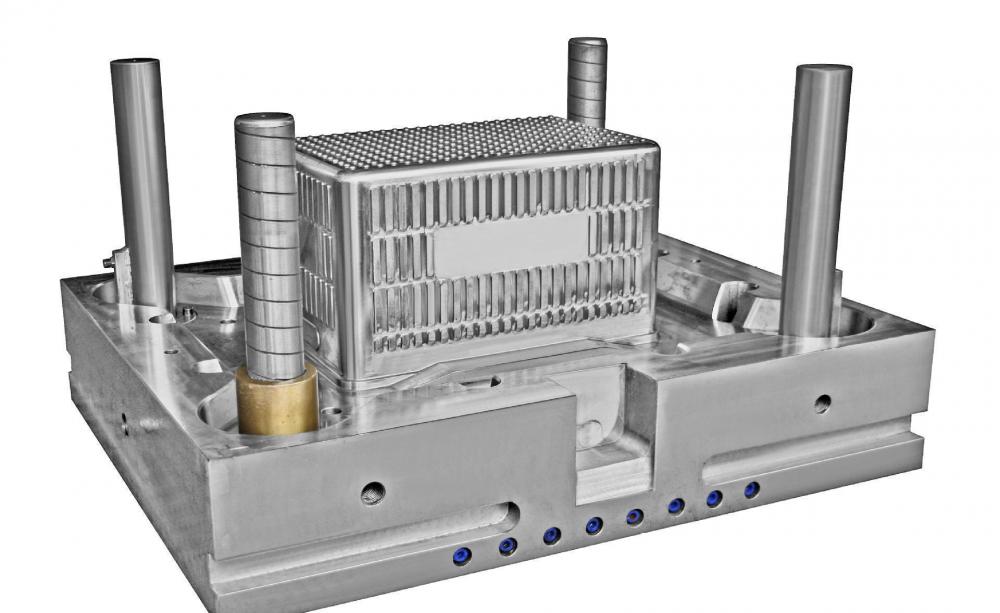
CeetoMoldは長年プラスチッククレートボックスモールドとプラスチックフルーツボックスモールドの設計と製造に専念しており、豊富な経験を持って、お客様の技術要件に応じてあらゆる種類のプラスチッククレートボックスとプラスチックフルーツボックスを製造しており、お客様に提供することもできます。サンプルを使用して3Dモデルを使用し、製品設計に変更を加えます。私たちの技術的経験に基づいて、ここではプラスチック製のフルーツボックスの部品と金型を設計する方法を次のように要約します。
⑴ プラスチック部品の形状と肉厚の設計は、充填キャビティのスムーズな流れを促進し、鋭い角や隙間を避けるために特に考慮する必要があります。
⑵ リリース角度を大きくし、グラスファイバーで15%を1° 〜2 °、グラスファイバーで30%を2° 〜3 °にするドラフト角度が許可されていない場合は、強制的な離型を避け、水平別れ構造を採用する必要があります。
⑶ 注入システムのCR OSS-部が大きくなければならない、そしてプロセスは、繊維の均一な分散を容易にするために直線と短くすべきです。
⑷ フィードインレットの設計では、不十分な充填、異方性変形、ガラス繊維の不均一な分布、および溶接マークやその他の悪影響の発生の防止を考慮する必要があります。フィードポートは、流れを乱流にし、ガラス繊維を均一に分散させて異方性を低減するために、薄く、幅が広く、扇形、リング型、およびマルチポイントのフィードポートである必要があります。針状のフィードポートは使用しないことをお勧めします。口の部分は適切に増やすことができ、その長さは短くする必要があります。
⑸ モールドコアとキャビティには、十分な剛性と強度が必要です。
⑹ 金型は硬化、 研磨、耐摩耗鋼を選択し、摩耗しやすい部品は修理しやすいものにする必要があります。
⑺ 排出は均一で強力で、交換に便利である必要があります。
⑻ 金型には排気オーバーフロートラフを装備し、溶接痕が発生しやすい場所に設置する必要があります。
金型温度設定
⑴ 金型温度は、成形サイクルと成形品質に影響します。実際の運転では、使用する材料の最低適切な金型温度を設定し、品質状況に応じて適切に調整します。
⑵ 正確に言えば、金型温度とは、成形が行われているときのキャビティ表面の温度を指します。金型設計および成形エンジニアリング条件の設定では、適切な温度を維持するだけでなく、 均一に分散させることも重要です。
(3)金型温度分布が不均一であると、収縮や内部応力が不均一になり、成形ポートが変形したり反ったりしやすくなります。
⑷ 金型のT emperatureを大きくすると、 次のような効果を得ることができます。
①成形品の結晶化度を高め、構造を均一にします。
②成形品の収縮をより完全にし、その後の収縮を減らします。
③成形品の強度と耐熱性を向上させます。
④内部応力の残留、分子配列、変形を低減します。
⑤充填時の流動抵抗を減らし、圧力損失を減らします。
法律成形品の外観をより光沢のあるものにします。
△成形品にバリが発生する可能性を高めます。
⑧ゲート近くの位置を増やし、ゲート遠い位置で押し下げられる可能性を減らします。
⑨明らかな結合線の程度を減らす
⑩冷却時間を長くしてください。
測定と可塑化
⑴ 成形工程では、射出成形機の可塑化ユニット(可塑化ユニット)により、射出量管理(測定)とプラスチックの均一溶融(可塑化)を行います。
①バレル温度
プラスチックの溶融は、スクリューの回転によって発生する熱エネルギーにより約60〜85%ですが、プラスチックの溶融状態は、加熱シリンダーの温度、特にの前部付近の温度の影響を受けます。ノズル-フロントエリアの温度が高いと、引き抜くときに部品が垂れたり引っ張られたりする現象が発生しやすくなります。
②ねじ速度
A.プラスチックの溶融は、主にスクリューの回転によって発生する熱によるものであるため、スクリューの速度が速すぎると、次のような影響があります。
NS。プラスチックの熱分解。
NS。ガラス繊維(および繊維プラスチック)が短縮されます。
NS。スクリューまたは加熱シリンダーの摩耗が加速されます。
B.速度設定は、その円周速度によって測定できます。
周辺速度= n(速度)* d(直径)*π(円周率)
一般に、熱安定性の良い低粘度のプラスチックの場合、スクリューロッドの回転の周速は約1m / sに設定できますが、熱安定性の低いプラスチックの場合は、約0.1まで低くする必要があります。
C.実際のアプリケーションでは、スクリュー速度を可能な限り下げることができるため、金型を開く前に回転送りを完了することができます。
③背圧
A.スクリューが回転して送り込むとき、スクリューの前端に進む溶融物によって蓄積された圧力は背圧と呼ばれます。射出成形時に、射出油圧シリンダの戻り圧力を調整することで調整できます。効果:
NS。メルトはより均一に溶けます。
NS。トナーとフィラーがより均一に分散されます。
NS。ブランキングポートからガスを排出します。
NS。フィードの測定は正確です。
B.背圧のレベルは、プラスチックの粘度と熱安定性によって決まります。背圧が高すぎると送り時間が長くなり、回転せん断力が大きくなるため、プラスチックが過熱しやすくなります。一般的に、5〜15kg / cm2が適切です。









